Solutions
In order to select the best technologies and services, we have developed an information search process, active listening and constant training of our staff so as to be able to find the root cause of a possible decreased reliability or availability of the rotating equipment. Once the problem is detected, we design a solution application plan either during the comissioning, operation or scheduled stop/turnaround stages, with the sole objective of giving value to the production chain of our clients.
The main technologies and services we provide are:
Oil Mist Lubrication
Oil Mist Lubrication
Oil Mist Lubrication technology is used mainly to automate centrifugal pump lubrication, small steam turbines and cooling tower reducers in oil refining industries, petrochemicals and, on a smaller scale, in the iron and steel industry, Mining industry and power generation.
The main benefits achieved with this technology are:
- Increase in Average Time between failures. Depending on the starting point, it can double. Failures caused by lubrication problems in bearings and mechanical seals decrease sharply.
- Automation of lubrication tasks. Specially beneficial in dangerous plants such as Alkylation Units in Refineries. Presence time of lubrication operators on plant is reduced by more than 80%.
- Reduction in consumption of lubricants, cooling water and energy by optimizing the lubrication process.
- Positive impact on Security and Environment. Reduction in insurance premiums by reducing the risks of fire or accident in the plant.
Oil Mist Lubrication has revolutionized traditional lubrication and has gained more importance in industry since 1979, when the “Vortex” system was implemented. With this, the quality and reliability of the lubricating mist was enhanced and the monitoring systems and generating equipment controls were modernized. Installing a Mist Lubrication System results in more reliability and availability of process equipment, when comparing its tribologic performance to the traditional lubrication systems, as: the constant level of oil and grease. Oil Mist is a clean mixture of lubricant oil particles suspended in the air. It is conformed by one part of oil for 200,000 parts of air. The obtained particles are between 1 to 3 microns. There are over 100,000 machines lubricated by mist in the world in refineries, petrochemical plants and industry in general.
Mist lubrication as part of a new plant design
Many oil companies, engineering firms (EPC’s) and original equipment manufacturers (OEM’s) recommend oil mist lubrication as the design technology to lubricate centrifugal pumps in refineries and chemical plants. In API 610 norm, the pumps are designed to be lubricated by mist.
Mist lubrication as applied in existing plants
Mist lubrication can be applied without problems in existing plants with traditionally lubricated centrifugal pumps. The economic payback for such a project is typically 1 to 3 years. Quickest paybacks are typically in plants operating with hot fluids like coke, distillation, and crude or vacuum and catalytic processes. Mist Lubrication Systems can be open or closed looped – open meaning a one-time oil pass through while closed indicates constant oil recirculation. There are various mist generation consoles, according to the performance and requirements that best apply to the plant to be lubricated.
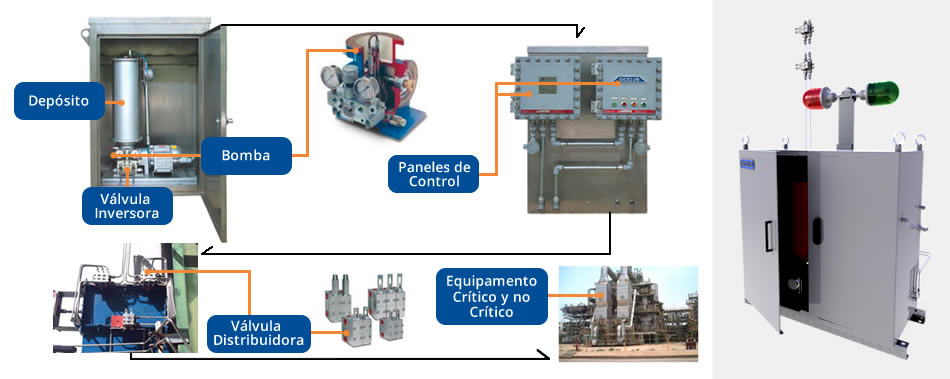
GENERATING CONSOLE IVT MODEL
Designed for systems with a large number of pumps (up to 80 aproximately) where maximum control and monitoring is required. Built-in microprocessor with DSC interconnection capacity. Up tp 933Bi ́s mist generation capacity. Available for explosive areas according to American classification ATEX and Inmetro.

GENERATING CONSOLE MODEL CH
Designed for systems with few pumps (fewer than 15), with basic controls and monitoring. Dry contact alarm connection to control room. Available for explosive areas according to ATEX and Inmetro.
GENERATING CONSOLE MODEL CVT
cutting edge console with four different performance levels according to needs. The type of monitoring and control can be customized. Available for explosive areas according to American classification. In ATEX certification process.

GENERATING CONSOLE MODEL LUBRIMATE
Console to lubricate by mist one or two pumps simultaneously. Ideally designed for demonstrations, in factory, pumps trial and lubrication of isolated equipment.
STRAY MIST RECOVERING WITH DEMISTING
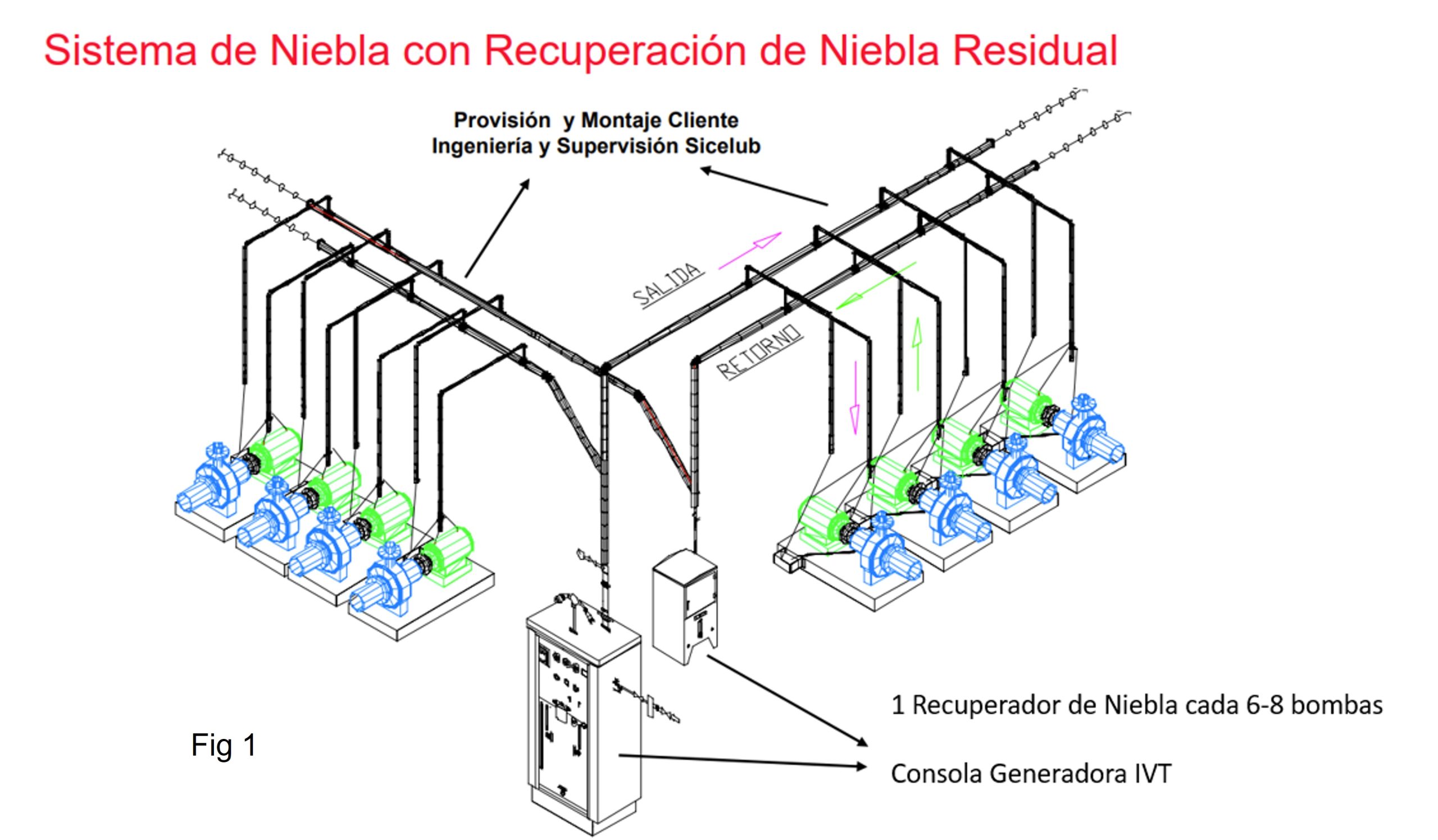
In the past, we installed recovery mist systems using Waste Mist Recovery Systems in several areas of the plant, each unit recovered stray mist from 6-10 pumps. That design required more air Supply points, and special procedures for mounting and installing the right scope in the piping. See fig 1.
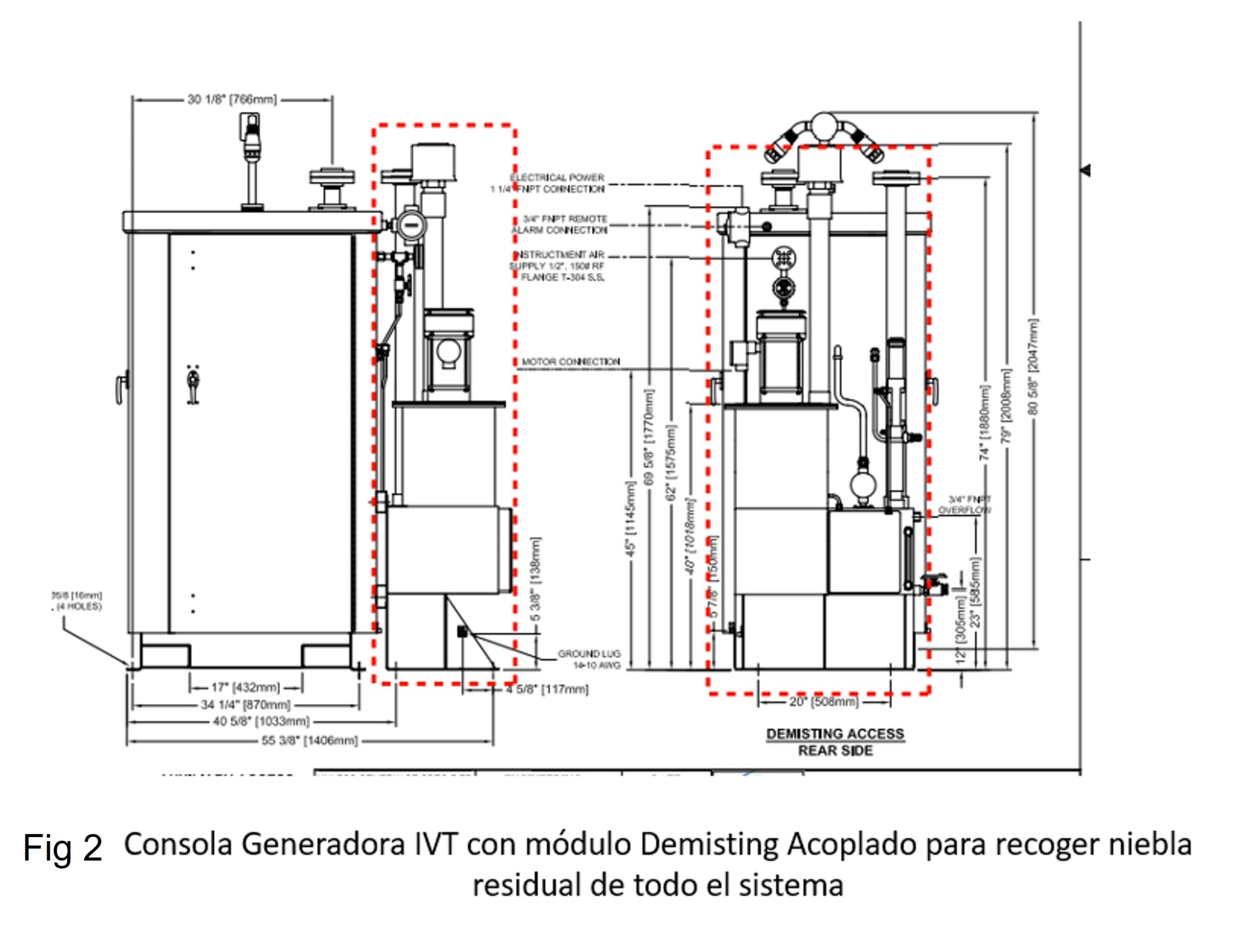
With this new design, we are installing a unique Demisting module, manufactured by LSC which is installed together with the oil mist generator. This module can recover stray mist from the whole system. We reduce installation time, air Supply points and basement. See fig 2.
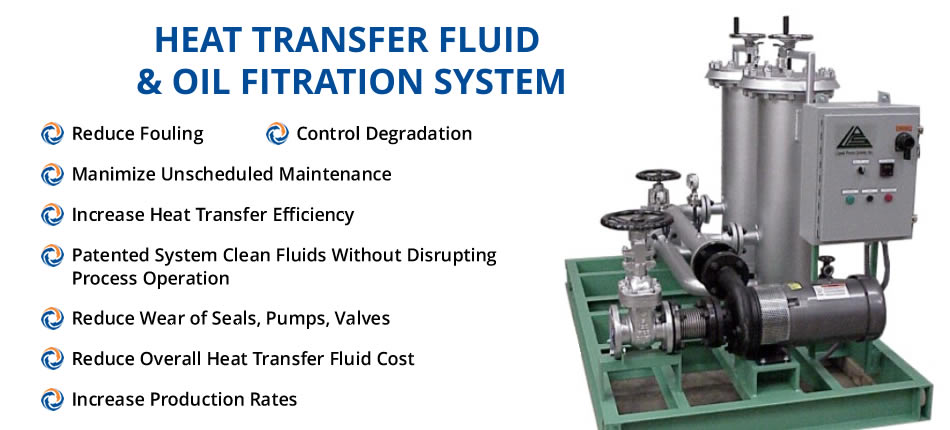
Lubricant Purification - Thermojet Technology
 It is an autonomous unit that removes water, particles and gases from the lubricant. The system uses ambient air or injected nitrogen for impurity stripping, capitalizing on humidity stripping efficiencies linked to rising gas temperatures. As it can be seen in the animation (place youtube video of the Thermojet here); the fluid to be purified enters through a pump that sends it through a media filter where particles are removed. Then it goes into an electric heater, where the temperature rises to about 65 ° C. There, the fluid at high temperature and pressure is injected into a two-stage mixing chamber where vacuum driven gas injection occurs in the respective nozzles. The nozzles increase fluid speed, producing a drop in pressure that drives an influx of air or nitrogen into the lubricant. This mixture of oil, pollutants and air or nitrogen is deposited into a separation tank, at atmospheric pressure. The sudden pressure drop induces gas stripping by the evaporation of the fluid’s air or nitrogen, this stripping catalyzes mass transfer of impurities from the pure oil. Water in its three forms, plus light hydrocarbons, pass from the oil to the gas which is exhausted from the unit, leaving purified oil. The purified oil is returned to the customer’s lubrication system, through the purifier’s pump. This single pump is the system’s only rotating component providing high reliability through minimal moving parts.
It is an autonomous unit that removes water, particles and gases from the lubricant. The system uses ambient air or injected nitrogen for impurity stripping, capitalizing on humidity stripping efficiencies linked to rising gas temperatures. As it can be seen in the animation (place youtube video of the Thermojet here); the fluid to be purified enters through a pump that sends it through a media filter where particles are removed. Then it goes into an electric heater, where the temperature rises to about 65 ° C. There, the fluid at high temperature and pressure is injected into a two-stage mixing chamber where vacuum driven gas injection occurs in the respective nozzles. The nozzles increase fluid speed, producing a drop in pressure that drives an influx of air or nitrogen into the lubricant. This mixture of oil, pollutants and air or nitrogen is deposited into a separation tank, at atmospheric pressure. The sudden pressure drop induces gas stripping by the evaporation of the fluid’s air or nitrogen, this stripping catalyzes mass transfer of impurities from the pure oil. Water in its three forms, plus light hydrocarbons, pass from the oil to the gas which is exhausted from the unit, leaving purified oil. The purified oil is returned to the customer’s lubrication system, through the purifier’s pump. This single pump is the system’s only rotating component providing high reliability through minimal moving parts.

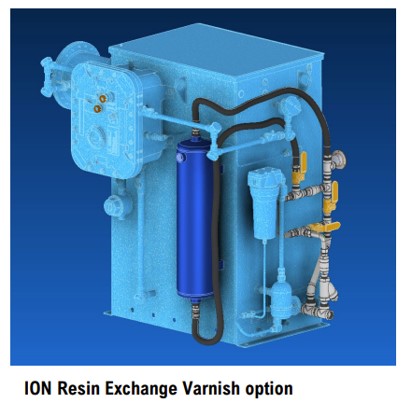
 We have vacuum units to remove water in its three states and particles, with wide ranges of viscosity.
We have vacuum units to remove water in its three states and particles, with wide ranges of viscosity. It is an autonomous unit that removes precursors of the formation of varnishes in oils. Applicable especially to gas turbines. As can be seen in the attached animation (place a youtube link), the fluid first enters a chamber with a pre-filter where particles larger than 10 microns are removed. In the second chamber, the circulation path is separated and a high voltage electrostatic field is applied, in such a way that the fluid that passes near the anode charges all the particles smaller than 1 micron with a negative charge; and the fluid that circulates near the cathode, charges them positive. In the end, joint circulation is favored; and there the phenomenon of agglomeration of opposite charges occurs; this means the millions of particles smaller than 1 micron become fewer particles; but now larger in size. In the third chamber, a conventional filter element is used to retain and remove all these agglomerated particles; so that oxidation precursors never form varnish deposits in the system.
It is an autonomous unit that removes precursors of the formation of varnishes in oils. Applicable especially to gas turbines. As can be seen in the attached animation (place a youtube link), the fluid first enters a chamber with a pre-filter where particles larger than 10 microns are removed. In the second chamber, the circulation path is separated and a high voltage electrostatic field is applied, in such a way that the fluid that passes near the anode charges all the particles smaller than 1 micron with a negative charge; and the fluid that circulates near the cathode, charges them positive. In the end, joint circulation is favored; and there the phenomenon of agglomeration of opposite charges occurs; this means the millions of particles smaller than 1 micron become fewer particles; but now larger in size. In the third chamber, a conventional filter element is used to retain and remove all these agglomerated particles; so that oxidation precursors never form varnish deposits in the system.

High Velocity Hydraulic Flushing - Turboclean

 High pressure equipment for Flushing in hydraulic systems
High pressure equipment for Flushing in hydraulic systems




PADELI - Long Term Lubrication Services
Automation of Lubrication
Storage and Application of Lubricating Oils in Plant


API 610/614 Forced Lubrication Systems - New and Reconfigurations

CONTACT US
If you want further information about our products or services, do not hesitate to contact us.
![]()




{kind=link}