
Sicelub Ibérico was contracted to perform a major project at an Italian refinery. We worked on a lubrication system with 8,500 liters of oil that operates as a lubrication system for three turbo compressors, two of which also feature a seal system. Previous evaluations had determined the presence of varnish in the lubricant, which affected the reliability and availability of the equipment.
Therefore, a special procedure was designed to be carried out during a Scheduled Shutdown, which consisted of two phases.
In the first phase, an external solvent product was added, diluted to 10% in the lubricant, to increase the solubility of the mixture and, by high-temperature circulation through the system, to remove as much varnish as possible from pipes, heat exchangers, control system, etc. At the end of this phase, the reservoir was drained and cleaned, using a flushing oil to remove any remaining cleaning fluid from the system.
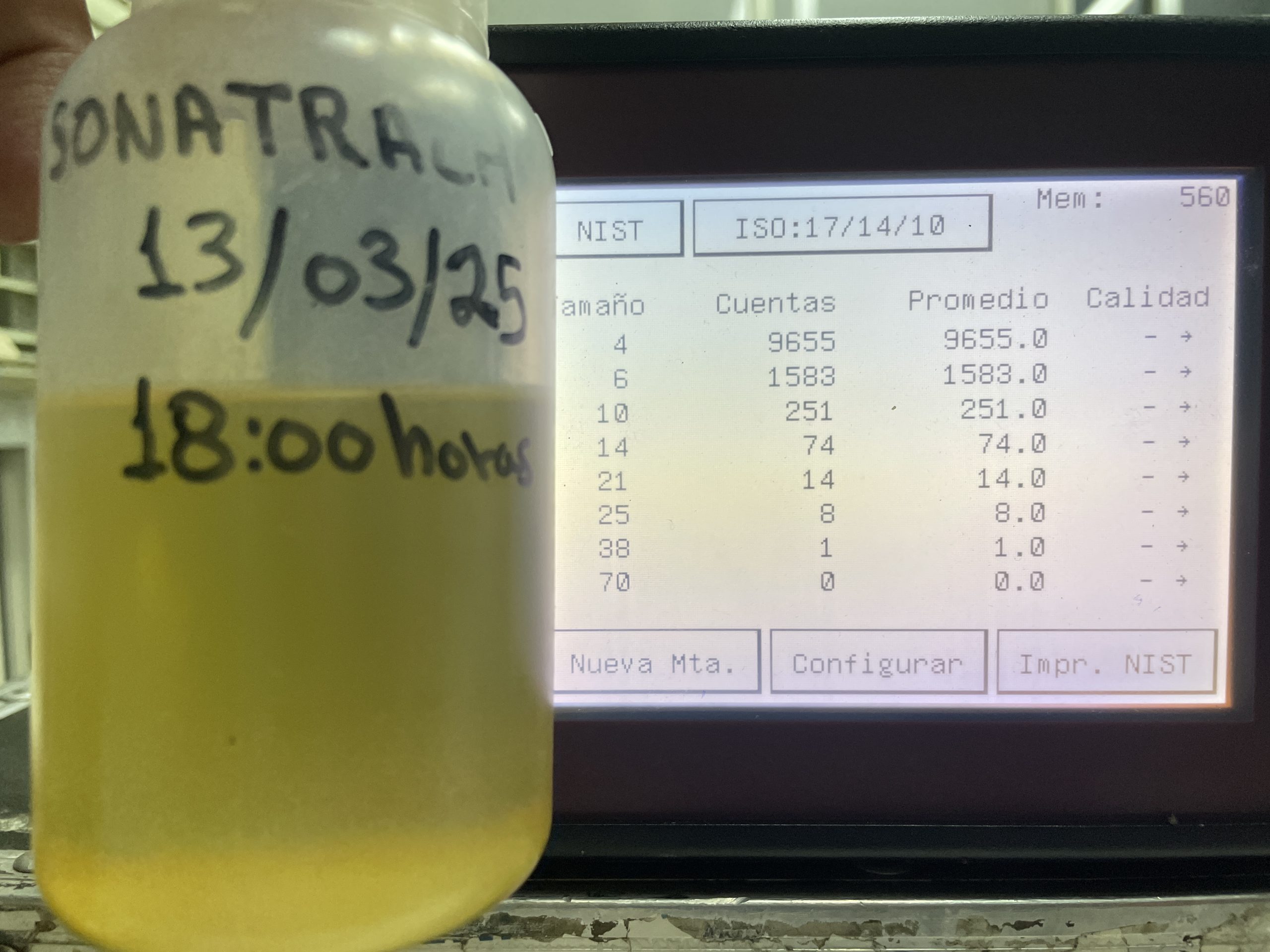
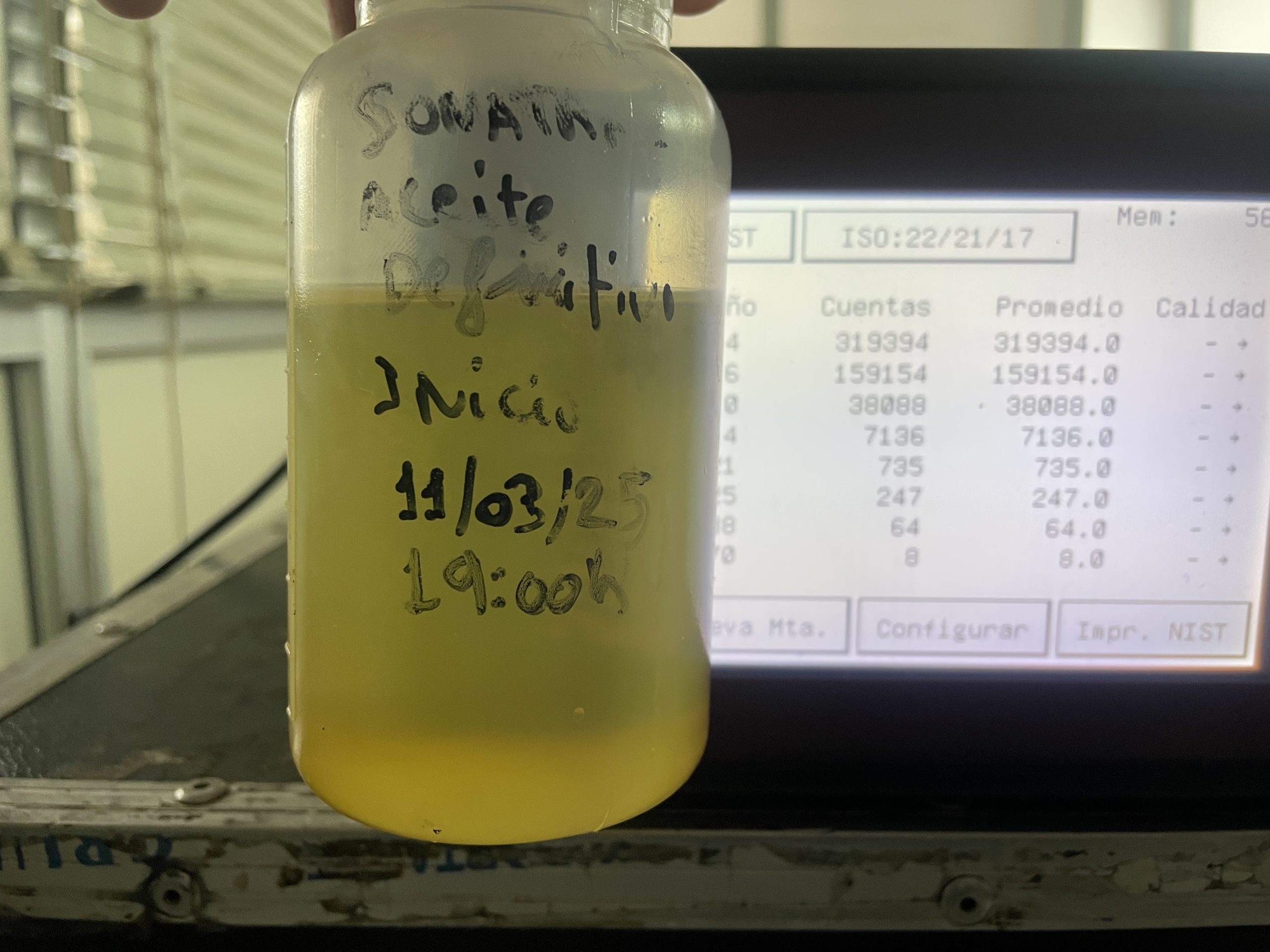
For the second phase, with bypasses already in place, a high velocity flushing was performed, as recommended by the new version of ASTM Standard D-6439, which states that a Reynolds number greater than 10,000 must be achieved for a successful flush. In this phase, oil analyses were performed, and as can be seen in the photographs, the oil level began with an ISO 22/21/17 code; in less than 48 hours, the reduction was achieved to ISO 17/14/10.
To better understand this reduction, it is noted that the particle count was reduced by a factor of 75 on average. In less than 48 hours, the particle count was 75 times lower, representing a significant increase in reliability for the lubricated equipment. Finally, a Thermojet Purification System was left operating to remove water, particles, and gases, a critical piece of equipment in terms of contamination levels.
We would like to say thanks to the personnel involved:
Marcelino Castejón, José Julián Gómez, and Aitor García.
For any questions, please do not hesitate to contact us through our website www.sicelub.com or send an email to info@sicelub.com














 Let us remember that the presence of water in the lubricant negatively affects the life of the mechanical elements. The fact of decreasing from 3,500 ppm to 100 ppm, implies an increase in the life expectancy of the machine’s bearings of 7 times!
Let us remember that the presence of water in the lubricant negatively affects the life of the mechanical elements. The fact of decreasing from 3,500 ppm to 100 ppm, implies an increase in the life expectancy of the machine’s bearings of 7 times!


